
David Charrier
Founder of
MasterTheHandpan
Vous avez toujours voulu savoir comment est fabriqué un handpan et de quoi il est fait ? Vous vous demandez comment il peut alternativement avoir un son si doux à nos oreilles, mais aussi tellement percussif quand on le chatouille ? Les réponses dans cet article.
Autant vous le dire tout de suite, j'aime la physique et encore plus quand il s'agit de musique et de handpan. Sa résonance (le temps de vibrations supplémentaires lorsqu’on fait sonner une note), sa dynamique (la plage du volume sonore), ses harmoniques (les sons qui accompagnent la fondamentale d’une note) et tous ses petits secrets de fabrication qui le rende unique... J'avoue, je suis fasciné par le sujet et j'espère bien vous communiquer cette passion ! 😀
Le monde du handpan est traditionnellement connu pour être très "secret". Depuis sa genèse avec le Hang®, dont la fabrication est protégée, jusqu'aux nouveaux fabricants, chacun garde bien précieusement sa méthode de conception et il a souvent été bien difficile de connaître le processus de création de ces petites merveilles. Mais en creusant un peu le sujet, certaines âmes généreuses, et expertes, nous en savons maintenant plus que jamais.
La plupart des handpans ont un diamètre entre 45 et 60cm. Ils sont faits d'acier brut, d'acier nitruré ou d'acier inoxydable. Leur épaisseur et leur qualité varie selon les fabricants, mais leur forme reste invariablement la même : 2 dômes convexes collés ensemble.

Au départ, le handpan est une feuille d'acier plate qui va être formée (ou plutôt déformée) pour créer une coque selon plusieurs techniques possibles.
Le martelage est fait avec un fouloir pneumatique. Il faudra des milliers d'impacts, beaucoup de temps et d'huile de coude pour former la tôle, mais beaucoup de fabricants privilégient cette méthode pour rester fidèles à la création originale du Steelpan. L'avantage c'est qu'il n'est pas nécessaire d'avoir un équipement onéreux et chaque instrument à un son et une apparence unique.
Cette technique requiert une machine spécifique pour faire tourner l'acier et le mouler jusqu'à l'obtention de la coque. Un outil spécial appelé le "buck" est placé au centre de la feuille d'acier en rotation et exerce une pression. Le buck va progressivement se déplacer vers l'extérieur pour former la coque. Cette technique est cousine de celle développée par Pantheon Steel (Halo fame), qui utilise un tour dont la vitesse de rotation par minute est adaptative, ainsi que la façon dont la coque est maintenue et formée. La première génération de machine a été documentée dans cette vidéo :
Les premiers HangHang® de PANart ont été fabriqués selon cette technique. Par la suite cette méthode de fabrication a été reprise par un groupe de fabricants Européens incluant Shellopan et Ayasa, puis largement adoptée par de nombreux fabricants comme Saraz.
La technique d'emboutissage consiste à utiliser un moule en forme de coque qui, grâce à une puissante presse hydraulique va venir bomber une tôle d'acier. Le grand avantage de cette technique c'est le contrôle de l'épaisseur de la tôle et sa répartition parfaite. Ayasa Instruments est le plus grand producteur de coques utilisant cette technique et permet aux fabricants qui débutent d'acheter directement leur coques.
Enfin la dernière méthode est celle de l'hydroformage qui consiste à exercer une très forte pression d'eau sur une tôle fermement maintenue par un châssis fixe. Sunpan a été le premier fabricant a appliquer cette technique. En 2015, Colin Foulke, joueur de handpan et fabricant, a rendu publique la conception de sa méthode d'hydroformage à partir d'une simple machine à haute pression pour particuliers. Résultat : en quelques minutes seulement, une coque se forme ! Ci-bas (en anglais) Colin explique le processus complet de son travail :
Nous avons les coques, maintenant il est temps d'ajouter des notes à notre instrument. Créer et accorder chacune des notes est de loin la partie la plus longue et la plus difficile.
Chaque fabricant a pour objectif d'avoir une signature sonore parfaite entre la clarté, la stabilité, la profondeur des notes, les harmoniques, les overtones, la résonance, et supprimer le crosstalk (c’est-à-dire quand le son d’une ou de plusieurs notes interfère négativement avec d’autres notes). Au passage, si vous avez besoin d'un petit rappel sur toutes ces notions, je vous conseille d'explorer notre glossaire du handpan.
Durant la phase d'accordage, la coque est martelée. L'objectif est d'avoir le minimum de coups de marteau, pour avoir moins de stress sur la coque. Durant cette phase, beaucoup de fabricants vont passer au four le handpan pour s'assurer de préserver leur accordage.
Voici une vidéo intéressante du fabricant Numen Instruments qui illustre ces étapes :
Sur la coque supérieure, on retrouve la note centrale appelée le "Ding". C'est la note la plus basse et généralement celle qui a le plus de résonance. La majorité des Dings sont convexes (Apex), bien que certains fabricants préfèrent la version concave (Inpex).
Au passage, avec un peu de technique et suffisamment de friction (avec des mains sèches ou de la résine pour violon), vous pouvez faire résonner le Ding comme un Singing Bowl.
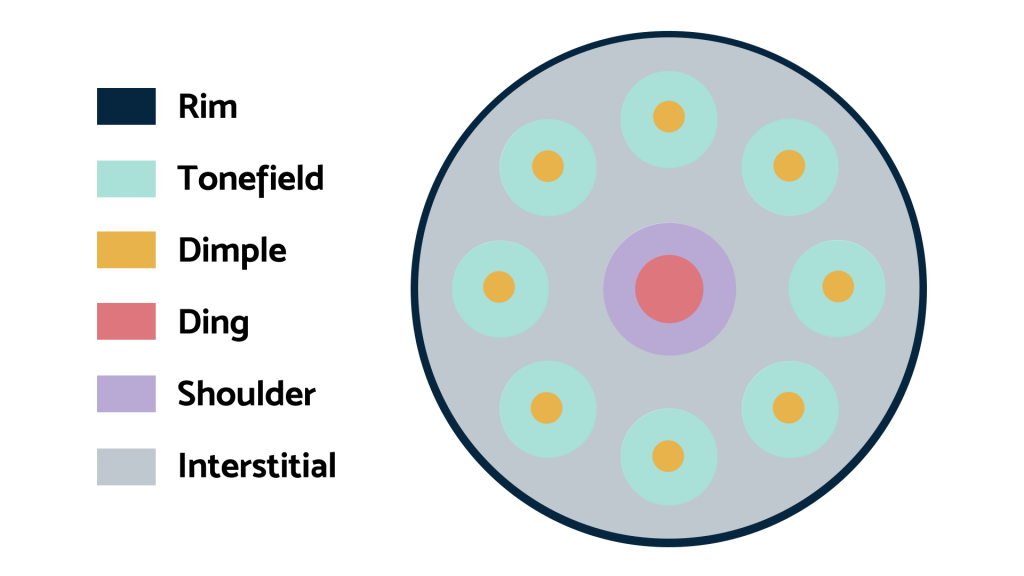
Entourant le Ding, se trouve le "Shoulder" : c'est la zone plate qui entoure le Ding et qui relie celui-ci aux zones interstitielles/zones non accordées du handpan. Cette zone peut produire 3 harmoniques généralement la fondamentale, l’octave et la quinte.
On retrouve ensuite les notes qui encerclent le Ding. Généralement un handpan compte entre 6 et 15 notes, qu'on appelle des "Dimples". La zone plate de forme ovale entourant chaque note est appelée le "Tonefield".
En parcourant l'instrument de la note la plus large (la plus grave) à la plus petite note (la plus aigüe), on obtient ce qu'on appelle la gamme du handpan. Les gammes peuvent être majeures ou mineures et peuvent couvrir pratiquement tous les styles de musique, du jazz au reggae, en passant par le méditatif, le celtique ou encore l'oriental.
Cliquez ici pour savoir comment choisir la gamme parfaite de votre premier handpan
Finalement, nous arrivons à la coque inférieure, ou l'on retrouve le "Gu" : il s'agit d'une ouverture circulaire, dans la partie centrale de la coque. Le Gu permet à l’air de s’échapper et de produire le son grâce au phénomène de résonance de Helmholtz. Le Gu est souvent accordé en complément de la gamme de l’instrument. Cette ouverture permet d'ailleurs au fabricant d’accorder l’instrument de l’intérieur.

Les fabricants ajoutent de plus en plus souvent des notes sur la coque inférieure qu'on appelle les "Bottom Notes".
Nous l'avons vu précédemment, avec un peu de technique, les notes peuvent produire des harmoniques, mais en explorant d'autres zones du handpan, il est possible de produire des sons percussifs vraiment incroyables.
De nombreux joueurs de handpan professionnels utilisent fréquemment les bords du Ding ou la zone entre le Shoulder et les Tone Fields pour produire des slaps, des claqués, en utilisant leurs doigts, leur main, les articulations et même les coudes !
Il est également possible de retourner l'instrument sur la partie du Gu et vous obtenez presque un nouvel instrument percussif, souvent utilisé pour jammer avec d'autres instruments. Le handpan n'est certainement pas une batterie, mais avec un peu de créativité et de talent on peut presque l'utiliser comme telle !
Regardez par exemple cette vidéo d'un des profs de MasterTheHandpan.com, j'ai nommé le légendaire Kabeção :
Pour compléter notre exploration du handpan et pour ceux qui veulent aller un peu plus loin encore, nous allons parler de la fréquence.
Le handpan appartient à la famille des instruments de percussion idiophones, c'est-à-dire dont le son est produit par le matériau de l'instrument lui-même (lorsqu'il est frappé), contrairement aux instruments dit membranophone, dont les sons sont émis par une membrane.
La majorité des handpans sont accordés à la fréquence de 440Hz (la fréquence des ondes sonores) mais il existe également la possibilité de les accorder à la fréquence de 432Hz qui serait vertueuse ((je ne rentrerai pas dans le débat 😜). Malheureusement cette fréquence vous empêchera de jammer avec d'autres joueurs, mais le son est magnifique !
Voilà, nous venons de faire le tour du panel de sons qu'un handpan peut produire. La qualité du matériel, la conception de la coque, l'accordage, le talent du fabricant et un peu de magie, voilà la recette qui rend cet instrument si unique !
Au passage, si vous vous sentez un peu dépassé pour choisir votre premier handpan, j'ai rédigé un guide complet qui vous aidera à acheter votre handpan en toute sérénité.
Cover Picture : Hannah Rajah
Autant vous le dire tout de suite, j'aime la physique et encore plus quand il s'agit de musique et de handpan. Sa résonance (le temps de vibrations supplémentaires lorsqu’on fait sonner une note), sa dynamique (la plage du volume sonore), ses harmoniques (les sons qui accompagnent la fondamentale d’une note) et tous ses petits secrets de fabrication qui le rende unique... J'avoue, je suis fasciné par le sujet et j'espère bien vous communiquer cette passion ! 😀
Le monde du handpan est traditionnellement connu pour être très "secret". Depuis sa genèse avec le Hang®, dont la fabrication est protégée, jusqu'aux nouveaux fabricants, chacun garde bien précieusement sa méthode de conception et il a souvent été bien difficile de connaître le processus de création de ces petites merveilles. Mais en creusant un peu le sujet, certaines âmes généreuses, et expertes, nous en savons maintenant plus que jamais.
La plupart des handpans ont un diamètre entre 45 et 60cm. Ils sont faits d'acier brut, d'acier nitruré ou d'acier inoxydable. Leur épaisseur et leur qualité varie selon les fabricants, mais leur forme reste invariablement la même : 2 dômes convexes collés ensemble.
Au départ, le handpan est une feuille d'acier plate qui va être formée (ou plutôt déformée) pour créer une coque selon plusieurs techniques possibles.
Le martelage est fait avec un fouloir pneumatique. Il faudra des milliers d'impacts, beaucoup de temps et d'huile de coude pour former la tôle, mais beaucoup de fabricants privilégient cette méthode pour rester fidèles à la création originale du Steelpan. L'avantage c'est qu'il n'est pas nécessaire d'avoir un équipement onéreux et chaque instrument à un son et une apparence unique.
Cette technique requiert une machine spécifique pour faire tourner l'acier et le mouler jusqu'à l'obtention de la coque. Un outil spécial appelé le "buck" est placé au centre de la feuille d'acier en rotation et exerce une pression. Le buck va progressivement se déplacer vers l'extérieur pour former la coque. Cette technique est cousine de celle développée par Pantheon Steel (Halo fame), qui utilise un tour dont la vitesse de rotation par minute est adaptative, ainsi que la façon dont la coque est maintenue et formée. La première génération de machine a été documentée dans cette vidéo :
Les premiers HangHang® de PANart ont été fabriqués selon cette technique. Par la suite cette méthode de fabrication a été reprise par un groupe de fabricants Européens incluant Shellopan et Ayasa, puis largement adoptée par de nombreux fabricants comme Saraz.
La technique d'emboutissage consiste à utiliser un moule en forme de coque qui, grâce à une puissante presse hydraulique va venir bomber une tôle d'acier. Le grand avantage de cette technique c'est le contrôle de l'épaisseur de la tôle et sa répartition parfaite. Ayasa Instruments est le plus grand producteur de coques utilisant cette technique et permet aux fabricants qui débutent d'acheter directement leur coques.
Enfin la dernière méthode est celle de l'hydroformage qui consiste à exercer une très forte pression d'eau sur une tôle fermement maintenue par un châssis fixe. Sunpan a été le premier fabricant a appliquer cette technique. En 2015, Colin Foulke, joueur de handpan et fabricant, a rendu publique la conception de sa méthode d'hydroformage à partir d'une simple machine à haute pression pour particuliers. Résultat : en quelques minutes seulement, une coque se forme ! Ci-bas (en anglais) Colin explique le processus complet de son travail :
Nous avons les coques, maintenant il est temps d'ajouter des notes à notre instrument. Créer et accorder chacune des notes est de loin la partie la plus longue et la plus difficile.
Chaque fabricant a pour objectif d'avoir une signature sonore parfaite entre la clarté, la stabilité, la profondeur des notes, les harmoniques, les overtones, la résonance, et supprimer le crosstalk (c’est-à-dire quand le son d’une ou de plusieurs notes interfère négativement avec d’autres notes). Au passage, si vous avez besoin d'un petit rappel sur toutes ces notions, je vous conseille d'explorer notre glossaire du handpan.
Durant la phase d'accordage, la coque est martelée. L'objectif est d'avoir le minimum de coups de marteau, pour avoir moins de stress sur la coque. Durant cette phase, beaucoup de fabricants vont passer au four le handpan pour s'assurer de préserver leur accordage.
Voici une vidéo intéressante du fabricant Numen Instruments qui illustre ces étapes :
Sur la coque supérieure, on retrouve la note centrale appelée le "Ding". C'est la note la plus basse et généralement celle qui a le plus de résonance. La majorité des Dings sont convexes (Apex), bien que certains fabricants préfèrent la version concave (Inpex).
Au passage, avec un peu de technique et suffisamment de friction (avec des mains sèches ou de la résine pour violon), vous pouvez faire résonner le Ding comme un Singing Bowl.
Entourant le Ding, se trouve le "Shoulder" : c'est la zone plate qui entoure le Ding et qui relie celui-ci aux zones interstitielles/zones non accordées du handpan. Cette zone peut produire 3 harmoniques généralement la fondamentale, l’octave et la quinte.
On retrouve ensuite les notes qui encerclent le Ding. Généralement un handpan compte entre 6 et 15 notes, qu'on appelle des "Dimples". La zone plate de forme ovale entourant chaque note est appelée le "Tonefield".
En parcourant l'instrument de la note la plus large (la plus grave) à la plus petite note (la plus aigüe), on obtient ce qu'on appelle la gamme du handpan. Les gammes peuvent être majeures ou mineures et peuvent couvrir pratiquement tous les styles de musique, du jazz au reggae, en passant par le méditatif, le celtique ou encore l'oriental.
Cliquez ici pour savoir comment choisir la gamme parfaite de votre premier handpan
Finalement, nous arrivons à la coque inférieure, ou l'on retrouve le "Gu" : il s'agit d'une ouverture circulaire, dans la partie centrale de la coque. Le Gu permet à l’air de s’échapper et de produire le son grâce au phénomène de résonance de Helmholtz. Le Gu est souvent accordé en complément de la gamme de l’instrument. Cette ouverture permet d'ailleurs au fabricant d’accorder l’instrument de l’intérieur.
Les fabricants ajoutent de plus en plus souvent des notes sur la coque inférieure qu'on appelle les "Bottom Notes".
Nous l'avons vu précédemment, avec un peu de technique, les notes peuvent produire des harmoniques, mais en explorant d'autres zones du handpan, il est possible de produire des sons percussifs vraiment incroyables.
De nombreux joueurs de handpan professionnels utilisent fréquemment les bords du Ding ou la zone entre le Shoulder et les Tone Fields pour produire des slaps, des claqués, en utilisant leurs doigts, leur main, les articulations et même les coudes !
Il est également possible de retourner l'instrument sur la partie du Gu et vous obtenez presque un nouvel instrument percussif, souvent utilisé pour jammer avec d'autres instruments. Le handpan n'est certainement pas une batterie, mais avec un peu de créativité et de talent on peut presque l'utiliser comme telle !
Regardez par exemple cette vidéo d'un des profs de MasterTheHandpan.com, j'ai nommé le légendaire Kabeção :
Pour compléter notre exploration du handpan et pour ceux qui veulent aller un peu plus loin encore, nous allons parler de la fréquence.
Le handpan appartient à la famille des instruments de percussion idiophones, c'est-à-dire dont le son est produit par le matériau de l'instrument lui-même (lorsqu'il est frappé), contrairement aux instruments dit membranophone, dont les sons sont émis par une membrane.
La majorité des handpans sont accordés à la fréquence de 440Hz (la fréquence des ondes sonores) mais il existe également la possibilité de les accorder à la fréquence de 432Hz qui serait vertueuse ((je ne rentrerai pas dans le débat 😜). Malheureusement cette fréquence vous empêchera de jammer avec d'autres joueurs, mais le son est magnifique !
Voilà, nous venons de faire le tour du panel de sons qu'un handpan peut produire. La qualité du matériel, la conception de la coque, l'accordage, le talent du fabricant et un peu de magie, voilà la recette qui rend cet instrument si unique !
Au passage, si vous vous sentez un peu dépassé pour choisir votre premier handpan, j'ai rédigé un guide complet qui vous aidera à acheter votre handpan en toute sérénité.
Cover Picture : Hannah Rajah








